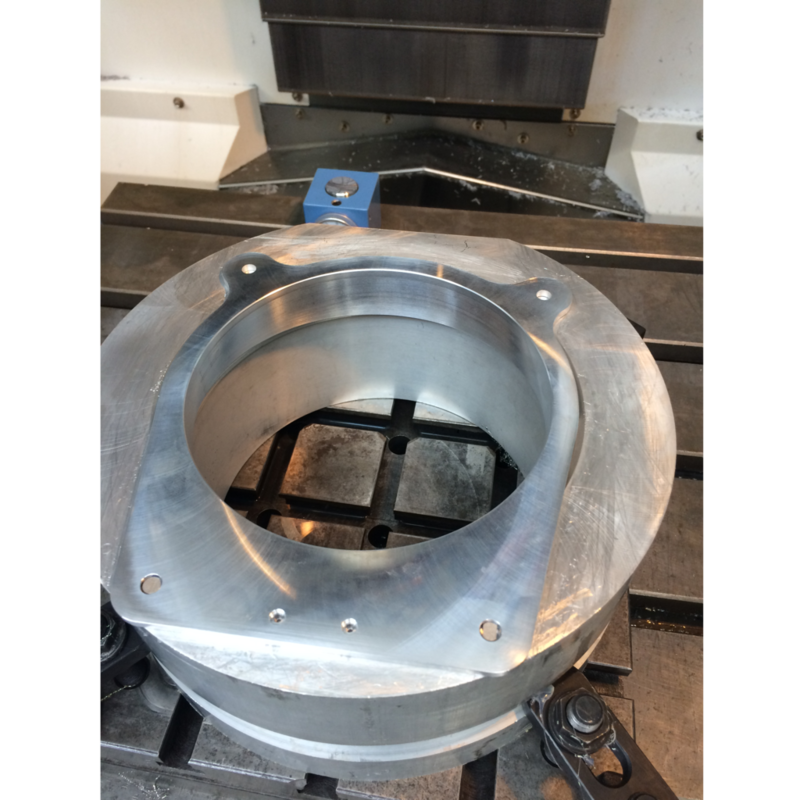
成 果 简 介 存在问题:某大型零件***--2001A,(附图)该零件是从直径280mm*30mm的圆棒料,通过95%的材料去除形成的不规则形状。最薄壁厚仅为2mm,材料去除过程中零件变形严重,原来工艺通过增加人工时效,使零件充分变形,再用手工研磨消除变形。定位基准平面平面度要求0.02mm。反复进行3遍才可以使零件符合技术要求。造成操作者操作劳动强度大、加工效率低。 |
创新点:利用胶粘技术固定零件.在零件不受到任何装夹、压紧力的状态下完成加工基准任务。精度达到平面度0.015mm、Ra0.2,彻底消除零件装夹变形,内应力变形带来的基准精度不高,给后须加工提供正确的定位。再到通过控制加工时的切削刀具、切削速度、切削深度,利用加工中心完成加工零件。加工的零件精度高于图纸要求。加工中心的加工时间是手工研磨的时间1/24。而且减少2次人工时效和3次研磨工序,加工效率提高30倍以上。效益约为300件*80小时*28=67万元。本办法适应各类设备装夹零件,

