沉孔的加工属于常规加工,普通的镗铣工序即可以实现,但是通常无法满足孔底端平面较高粗糙度及严格的尺寸及形位精度,常规手动研磨不易操作,费时费力。现有技术中针对“孔底端平面的研磨”,一般采用磁性磨料磁力研磨的技术,该技术对复杂曲面的光整加工有优势,粗糙度下降效率较高,但改变或提升被研磨平面的平面度等形位精度的能力较差,通用性较差。
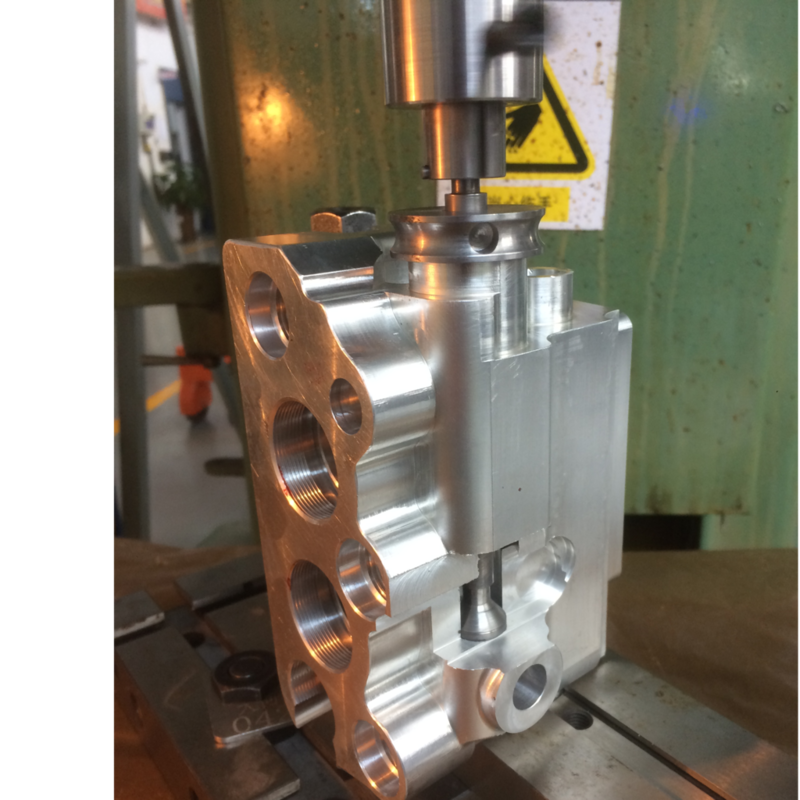
我分厂成立的孔底端面研磨攻关技术组,根据多年来积累的单平面、双平面的研磨经验,以及手动研磨的技术要点,自主设计、制造了“一种可机动的孔底端面研磨装置”见图2(a)、(b),即借助可无级调速、可限定刀具高度的诸如坐标镗床等设备提供可靠的动力,设计制造了“调压/稳压机构”和“球头副对顶传动机构”,满足了低压作用力、找正补偿的研磨作业加工要求,并开展了端面纹脉及宽度对研磨棒作用端面的“寿命”影响的实验研究,取得了可机器传动、长时研磨作业、且对操作者技能水平无特殊要求的重大技术突破。

