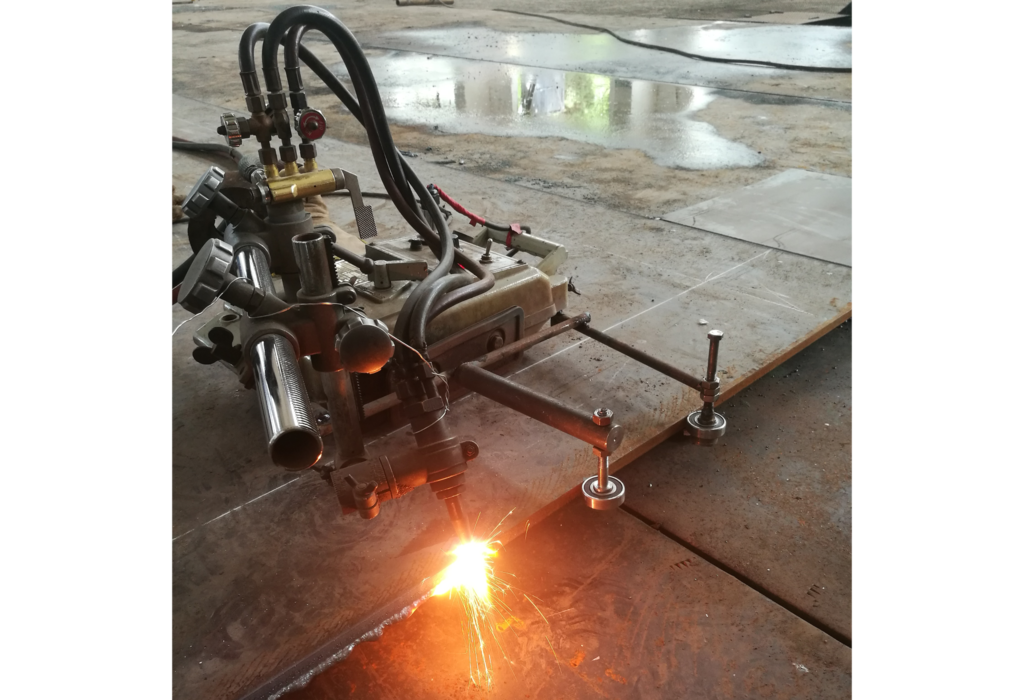
容器、桁架等非标钢结构件制作过程中,钢板厚度大于等于8毫米进行拼接时,焊接接缝位置的板材必须进行坡口处理,坡口加工精度好坏也是保证焊接质量的重要前提条件之一,传统气割加工坡口方法,受钢板平整度,轨道精度,场地的平整度,轨道接口的间隙,轨道参考线的误差,轨道与钢板之间的间隙等诸多因素的影响,造成坡口的主要参数坡口角度和钝边厚度很难保障,坡口角度±3~5°之间波动,钝边厚度3~7mm跳动,直接影响焊缝焊接质量。
制作一台多功能无轨道坡口加工装置。1、切割机直接与钢板接触,减少中间轨道弯曲,扭曲变形产生的误差,2、割嘴随着钢板自身变形自动调节减少误差3、主动轮的推力和两个导向轮的分力相互平衡保证切割机直线运行。

